

Lo scopo fondamentale di una valvola di scarico di fondo è raggiungere drenaggio completo e chiusura senza spazi morti nel punto più basso di una nave. In applicazioni che vanno dai bioreattori sterili ai serbatoi di cristallizzazione, l'incapacità di drenare completamente il prodotto porta a contaminazione incrociata, crescita microbica e significativa perdita di rendimento. La scelta del design della valvola, che si tratti di un pistone sollevabile, di una valvola a sfera con fondo a filo o di un disco azionato da un pistone, determina direttamente la pulizia e la recuperabilità di un processo batch.
Progettazione della valvola e geometria del flusso
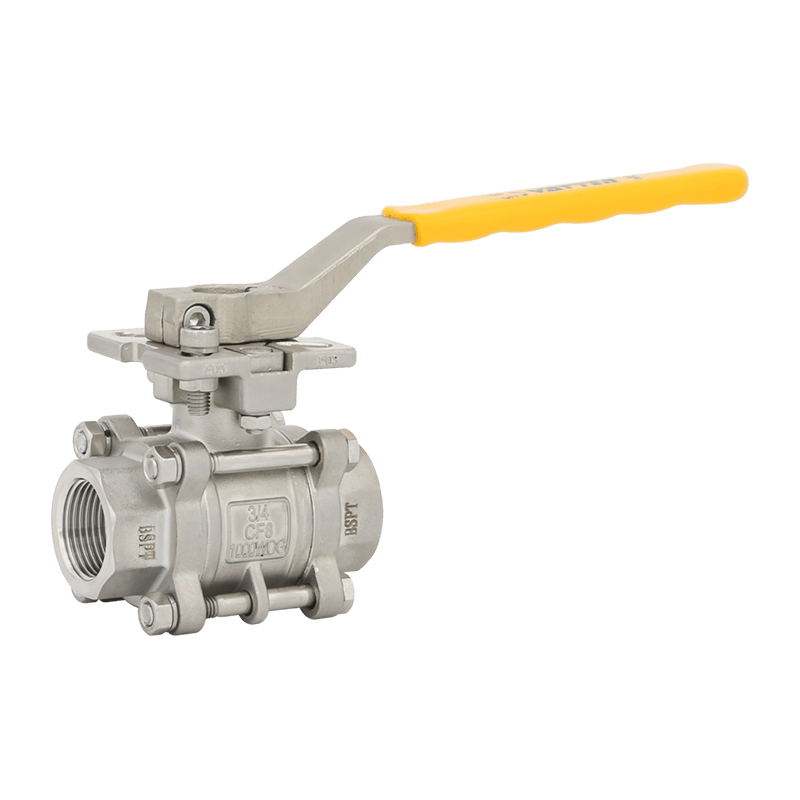
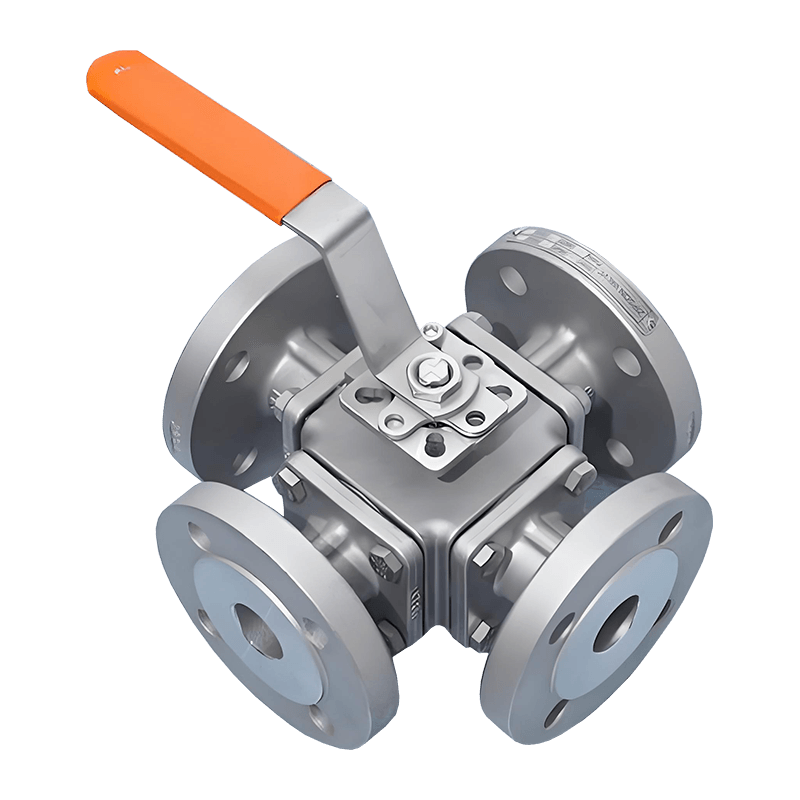
La distinzione tra una valvola a globo standard e un'unità specializzata con scarico dal basso risiede nel profilo interno. Affinché una valvola funzioni efficacemente in un'applicazione di scarico, la superficie di tenuta deve essere a filo con l'interno del serbatoio quando è chiusa. Le valvole a pistone o a pistone ascendenti spingono un tappo nell'ugello del serbatoio, espellendo fisicamente i solidi che potrebbero colmare o bloccare la porta. Al contrario, le valvole a sfera con fondo a filo presentano una cavità lavorata che, una volta chiusa, presenta una superficie liscia all'interno del serbatoio, impedendo ai solidi di accumularsi nella sede. I dati dei processi di cristallizzazione mostrano che una valvola ad incasso standard può intrappolare fino a 15% del volume del lotto nelle zone morte, mentre un design con montaggio a incasso riduce generalmente il volume trattenuto a meno dello 0,5%.
Tecnologie di tenuta e scienza dei materiali
L'integrità della tenuta di una valvola a scarico inferiore viene messa alla prova non solo dai differenziali di pressione ma dall'accumulo di cristalli abrasivi o polimeri appiccicosi nel punto di chiusura. Due strategie di tenuta principali dominano il campo: guarnizioni metallo-metallo per temperature estreme e guarnizioni a labbro polimeriche per la ripetibilità asettica.
Tenute metallo-metallo
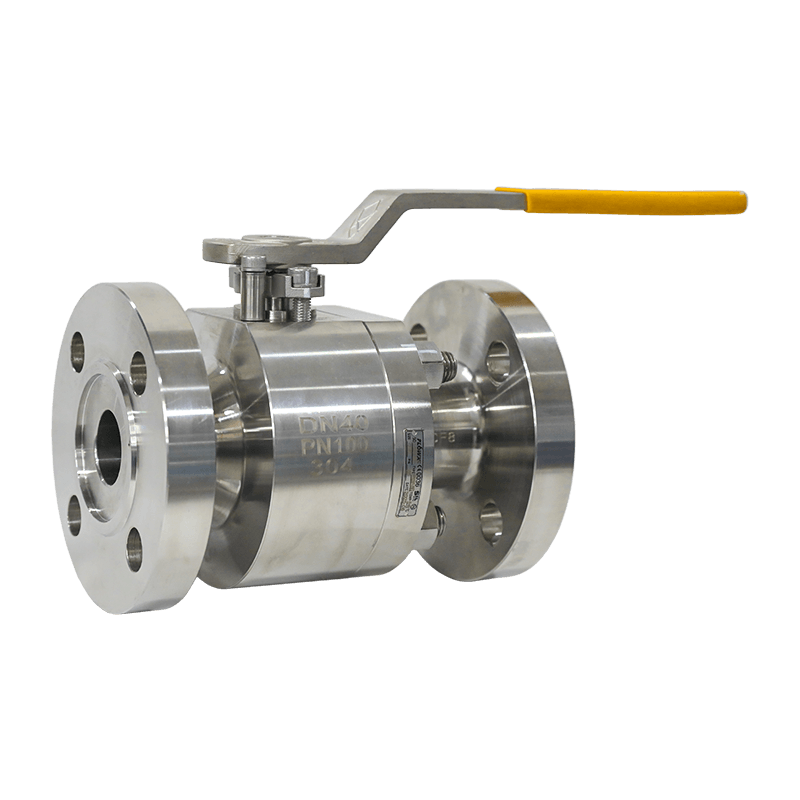
Nei processi ad alta temperatura che superano i 200°C, gli elastomeri si degradano rapidamente. Il rivestimento duro in stellite o carburo di tungsteno sia sulla sede che sul disco fornisce una tenuta rettificata che tollera i cicli termici. Queste superfici indurite spesso raggiungono tassi di perdita bassi Classe ANSI V , rendendoli idonei per fluidi termovettori e sali fusi. La principale esigenza operativa è una coppia di attuazione specifica per garantire che le superfici metalliche scorrano l'una nell'altra senza gripparsi.
Sedi in PTFE e PTFE composito
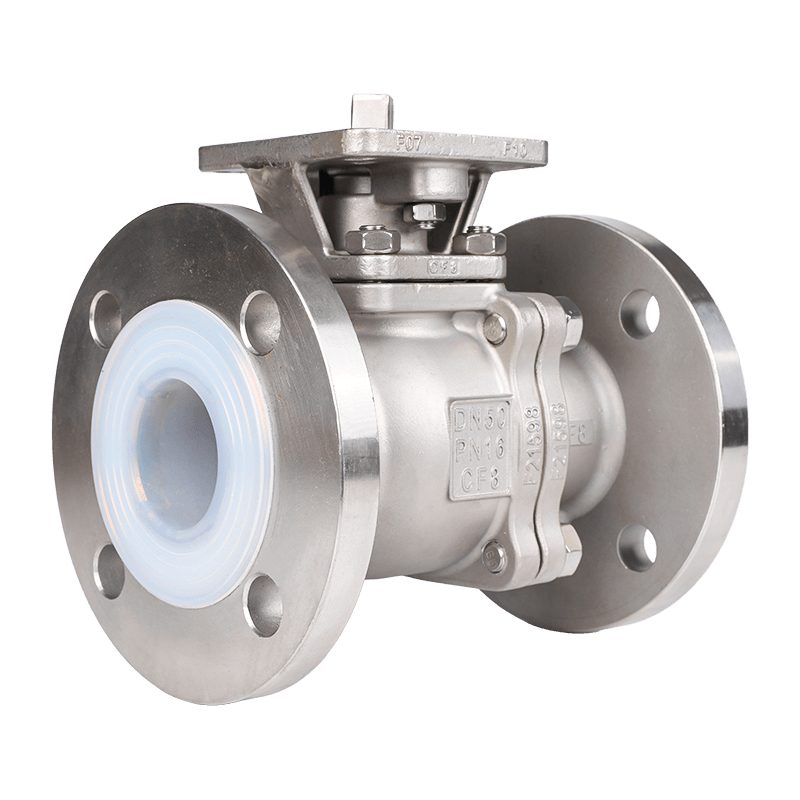
Per la resistenza alla corrosione chimica inferiore a 180°C, il PTFE modificato rimane lo standard del settore. Tuttavia, il PTFE puro soffre di scorrimento a freddo sotto carico continuo. I produttori contrastano questo problema utilizzando PTFE rinforzato con un contenuto di riempitivo dal 15% al 25% di fibra di vetro o carbonio, che aumenta la resistenza alla compressione di circa 30% sacrificando leggermente l’inerzia chimica. L'ultima generazione di design delle sedi in PTFE caricate a molla crea una tenuta dinamica che compensa automaticamente la contrazione termica senza regolazione manuale.
Compatibilità con pulizia e sterilizzazione
La pulibilità è il principale fattore di valore per valvole di scarico dal basso nelle scienze della vita. Il progetto deve eliminare lo "spazio di rottura" tra l'ugello del serbatoio e l'elemento di tenuta. I cicli Steam-in-place (SIP) richiedono che il corpo della valvola resista a un'esposizione ripetuta Vapore saturo a 135°C senza ristagno di condensa. Una valvola che utilizza una tenuta a soffietto invece di una baderna dello stelo standard impedirà l'ingresso di contaminazione esterna e consentirà la completa penetrazione del vapore attorno allo stelo. Studi di validazione confermano che una valvola con fondo a filo e tenuta a soffietto può raggiungere a Riduzione di 6 logaritmi di spore di Geobacillus stearothermophilus durante un ciclo di sterilizzazione standard di 30 minuti.
La finitura superficiale delle parti bagnate è un punto critico di controllo. Un valore Ra di 0,5 µm (20 micropollici) o migliore è lo standard per i prodotti farmaceutici iniettabili. L’elettrolucidatura migliora questa superficie rimuovendo i picchi microscopici dove possono ancorarsi le colonie batteriche, migliorando la resistenza alla corrosione e riducendo l’adesione del prodotto.
Attuazione e controllo di processo
La cadenza operativa di una valvola di scarico inferiore spesso comporta un imperativo di sicurezza "fail-close". Gli attuatori pneumatici con ritorno a molla sono la scelta predefinita per il trasferimento di fluidi pericolosi. Quando si verifica una sovrapressione nel serbatoio, la perdita di pressione dell'aria deve immediatamente forzare l'otturatore della valvola in posizione chiusa contro il flusso. Ciò richiede calcoli del dimensionamento dell'attuatore che tengono conto della pressione statica del serbatoio più un fattore di sicurezza di 1,5 volte la pressione differenziale massima .
Il controllo di precisione del flusso direttamente dall'uscita del reattore è sempre più comune. Una valvola a pistone lineare, abbinata a un posizionatore digitale, consente alla valvola di fondo di fungere anche da dispositivo di dosaggio per resine viscose. Profilando il contorno della corsa, gli operatori possono controllare la velocità di taglio durante lo scarico, prevenendo la rottura del gel che si verifica con le valvole a sfera on/off.
Criteri di installazione e progettazione degli ugelli
Una corretta integrazione del vaso richiede una lavorazione precisa della flangia del cuscinetto. La dimensione critica è la lunghezza tra il diametro interno del vaso e la superficie di tenuta della valvola. Se il collo è troppo corto, l'espansione termica della giacca può deformare il corpo e causare perdite permanenti. Se troppo lungo crea un ristagno statico del prodotto. Una tolleranza alla macinatura a filo di ±0,5 mm è applicabile durante la saldatura sul campo per evitare questa mancata corrispondenza. Le valvole di scarico sul fondo rivestite sono obbligatorie per i processi che coinvolgono zolfo, pece o polimeri che solidificano al di sotto di 100°C, garantendo che il prodotto rimanga mobile finché l'ultima goccia non lascia l'ugello.
| Tipo di valvola | Tipo di liquame ottimale | Viscosità massima tipica |
|---|---|---|
| Ariete/pistone in aumento | Cristalli abrasivi, paste fibrose | 250.000 PC |
| Palla con fondo a filo | Liquidi a flusso libero, fanghi leggeri | 15.000 PC |
| Disco/Membrana | Terreni sterili, raccolta nel bioreattore | 10.000 PC |
Risoluzione dei problemi relativi ai guasti comuni alle guarnizioni
Le perdite persistenti in una valvola di scarico inferiore recentemente sottoposta a manutenzione sono solitamente riconducibili a tre cause principali. Innanzitutto, il disallineamento tra il castello dell'attuatore e il coperchio provoca un carico laterale sullo stelo, deformando la sede morbida in modo non uniforme. In secondo luogo, il prodotto cristallizzato depositato nella boccola dello stelo limita la forza di chiusura. Un protocollo di riparazione sul campo che utilizza il lavaggio con solvente caldo anziché la leva meccanica può salvare l'integrità del sedile. In terzo luogo, la coppia errata del premistoppa comprime lo stelo, impedendo il pieno contatto della tenuta; un test del comparatore sulla corsa conferma se l'otturatore raggiunge fisicamente la posizione di completa chiusura.
Costo del ciclo di vita
La valutazione di una valvola di scarico di fondo esclusivamente in base al prezzo di acquisto del capitale ignora il costo dominante dei tempi di fermo macchina per manutenzione. Un corpo forgiato per impieghi gravosi con un inserto del sedile rinnovabile, sebbene in genere costoso 30% in più inizialmente rispetto ad un corpo fuso in un unico pezzo, consente la sostituzione del sedile in linea senza tagliare il giunto di saldatura. Nel corso di una vita utile di cinque anni in un impasto abrasivo di biossido di titanio, il costo totale di proprietà per il design forgiato è solitamente 40% in meno grazie alla rapidità dei tempi di manutenzione. Il design completamente saldato elimina le guarnizioni della flangia, eliminando il punto di perdita esterno più comune e riducendo i rischi di emissioni fuggitive.